Best Optical Sorting Solutions for Efficient Product Quality?
In today's competitive market, ensuring product quality is paramount. Companies seek the "Best Optical Sorting Solutions" to enhance their operations. Optical sorting technology helps in identifying and separating products based on specific characteristics. It is widely used across various industries, from food processing to recycling.
Choosing the right optical sorting system can be challenging. Various factors such as cost, technology, and specific needs must be considered. Each solution offers distinct advantages and limitations. Understanding these nuances helps companies make informed decisions. The implementation might require adjustments and training, leading to potential setbacks.
However, the right approach can significantly improve product quality and operational efficiency. Embracing innovative solutions can pave the way for better outcomes. Reflecting on past choices can foster growth and improvement in processes. Thus, investing in the "Best Optical Sorting Solutions" is not just about technology; it's about strategic enhancement for the future.
Overview of Optical Sorting Technology
Optical sorting technology has transformed product quality assurance across various industries. By employing high-resolution cameras and advanced algorithms, it accurately separates products based on specific attributes. This technology not only improves efficiency but also enhances quality control. Industries benefit significantly from its ability to identify defects and ensure consistency in product offerings.
When implementing optical sorting, it is essential to consider the specific needs of your product. Different materials might require distinct sorting techniques. Understanding these nuances can enhance sorting performance. Regular maintenance of sorting machines is also crucial. Dust and debris can impact accuracy. Keeping equipment clean can prevent unnecessary errors.
Tips: Regular training for operators is vital. Familiarity with the equipment leads to better performance. Analyze sorting data to refine processes over time. Seek feedback to identify areas for improvement. This iterative process can boost productivity and maintain high quality.
Types of Optical Sorting Systems and Their Applications
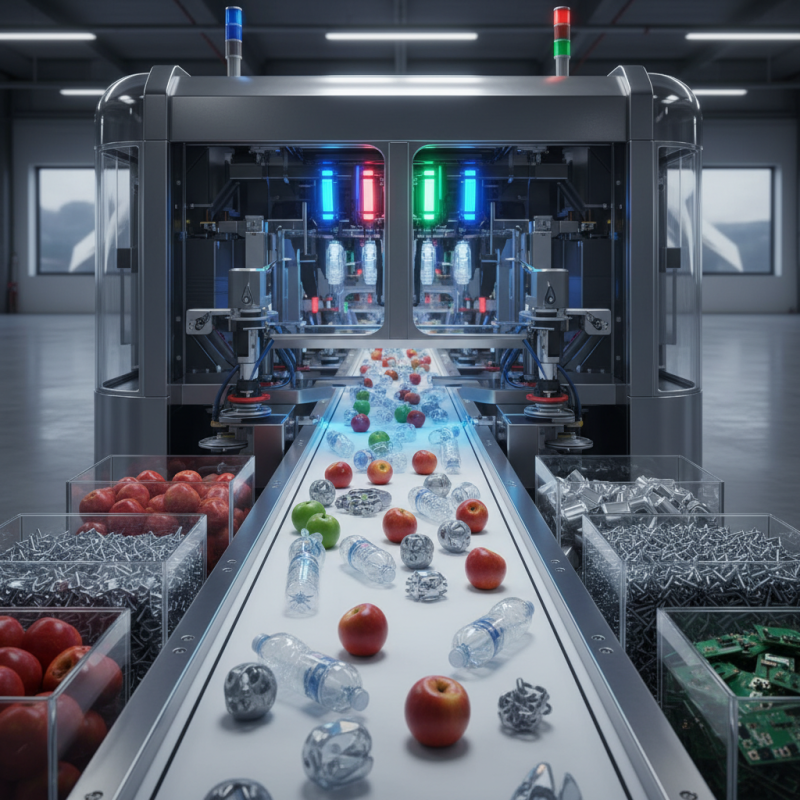
Optical sorting systems play a vital role in various industries, enhancing product quality through precise sorting methods. These systems utilize advanced imaging technology to identify and separate products based on specific characteristics. One common type is the color sorter, which distinguishes items based on their color. This system is widely used in the food industry, ensuring only the ripest fruits and vegetables reach consumers.
Another significant type is the shape sorter. This is essential for industries dealing with nuts and seeds. By sorting items based on their shape, manufacturers can maintain uniformity and quality. However, shape sorters are not foolproof. Irregular shapes can sometimes bypass the detection system. This leads to potential quality control issues that need addressing.
Moreover, near-infrared (NIR) sorting technology is gaining traction. It analyzes material composition and separates items based on specific chemical properties. This method is beneficial for recycling operations, where purity is crucial. Still, the initial setup of NIR systems can be complex and costly. Understanding these systems' capabilities and limitations is vital for successful implementation. Each type of optical sorting system offers unique benefits, but careful consideration of their application is necessary for optimal results.
Key Features of Efficient Optical Sorting Solutions
When discussing efficient optical sorting solutions, the focus is on several key features that enhance product quality. Precision is vital. Advanced optical sorting systems can detect and remove defects, ensuring only the highest quality products reach consumers. According to a recent report by the International Society of Agricultural and Food Engineers, implementing optical sorting can reduce waste by up to 30%. This not only optimizes yield but also significantly lowers operational costs.
Speed and adaptability are essential characteristics of effective optical sorting. Modern solutions can process thousands of items per hour, adjusting to different product types seamlessly. A study from the Food Processing Machinery Association indicates that sorting efficiency can improve by over 40% with automated systems. However, reliance on these technologies can create challenges. Regular maintenance is crucial, and even minor malfunctions can lead to significant disruptions.
User-friendly interfaces and data analytics capabilities also play a vital role. These features help operators monitor performance and make informed decisions quickly. Reports show that companies leveraging data-driven insights can improve product output quality by up to 25%. However, the complexity of these systems may require additional training, posing potential hurdles for staff. Addressing these issues can lead to a more robust production flow and better overall results.
Factors Influencing Product Quality in Sorting Processes
Optical sorting is a vital process in ensuring product quality across various industries. Factors influencing product quality in sorting processes include material properties, sorting speed, and technology used. Efficient sorting improves not only the final product but also the overall operational performance of facilities. For example, a report by the Food Processing Institute found that optical sorters can increase product value by up to 30% by reducing defects.
The accuracy of sorting relies heavily on the material's characteristics. Variability in size, color, and texture can lead to misclassifications. A study revealed that about 12% of products were incorrectly sorted due to these inconsistencies. Higher sorting speeds can exacerbate this problem, causing even experienced operators to make mistakes. Additionally, technological limitations can hinder performance. While modern systems offer improved precision, they can also misread items if not properly calibrated.
Human oversight remains crucial in addressing discrepancies. Regular monitoring of sorting parameters and results helps identify patterns of error. Operators must be trained to identify misclassification issues and implement solutions. Companies should invest in continuous training and system updates to adapt to evolving material requirements and improve sorting accuracy. These practices enhance reliability and contribute significantly to product quality.
Best Optical Sorting Solutions for Efficient Product Quality
Future Trends in Optical Sorting Technologies and Innovations
The future of optical sorting technologies is bright and evolving. Innovations in artificial intelligence and machine learning drive these advancements. They improve sorting accuracy and speed. With enhanced algorithms, machines now recognize products with greater precision, reducing errors in sorting.
Real-time data processing is becoming crucial. Systems can now adapt to variations and learn from previous operations. This means fewer mistakes and higher efficiency. However, industries must address the challenge of integrating these advanced systems with existing technologies. Not every facility can afford a total upgrade.
Sustainability is also a key trend. Companies strive to minimize waste through better sorting solutions. Effective optical sorting can lead to fewer discarded materials. Yet, not all systems are equally eco-friendly. Manufacturers should reflect on their environmental impact and seek greener options. The future is promising, but it requires careful thought and commitment.
Best Optical Sorting Solutions for Efficient Product Quality
| Dimension | Details |
| Technology Type | Multispectral Imaging |
| Application | Agriculture |
| Sorting Accuracy | 99.9% |
| Speed | Up to 3000 kg/h |
| Integration | Seamless with existing production lines |
| User Interface | Touchscreen with real-time feedback |
| Maintenance Frequency | Quarterly |
| Training Requirement | Minimal |
| Future Trends | AI-Enhanced Image Processing |
| Cost Efficiency | Reduced waste and improved yield |



